This paper gives an overview of typical field cleaning & inspection for fiber optic connectors.
Cleaning & inspection of fiber optic connectors both go together. Essentially, fiber optic connector mating should be preceded by:
- Inspect both tips, if good, go to 5.
- Clean as needed.
- Inspect the tip, if good, go to 5
- go back to 2.
- Mate the connectors.
There are several detail variations within this loop. Usually, dry cleaning is the default method, with use of a wet (damp, not soaking) solvent cleaner if the dirt proves stubborn, followed by a dry clean to remove residues. A few attempts are quite normal.
All staff who use fiber connectors need time, training & access to proper cleaning and inspection equipment. Inadequate cleaning and inspection are a major cause of easily avoidable problems.

Why clean & inspect so often?
- Transmission performance is affected by extremely small dirt particles or contamination.
- Wear particles can appear every time a mated connector is separated.
- Just touching the fiber tip with e.g. a finger, causes major contamination.
- Chemical contamination can appear even on new, covered tips.
- Your organisation may require a visual inspection record.
- Your customer may require a visual inspection record.
- A dirty or damaged connector can damage other connectors when mated.
- Dirt or contamination can spread to other tips from a dirty tip, creating more problems.
- Once staff get to use a good microscope, they will find all of this out for themselves.
Connector end-face quality and system performance
Performance of fiber optic transmission can be seriously affected by dirty, damaged, or malformed connector end faces. Common effects are:
- Link loss increases, either causing immediate data failure, or loss of optical margin resulting in later failure.
- Optical reflections (ORL/ return loss) get worse, causing immediate or intermittent transmission errors, or loss of optical margin. For example, a spec of dirt in a PC polish connector can realistically cause unwanted optical reflections to increase by a factor of about 1,000, even if the loss figure is only a fraction of a dB worse than expected.
- In very high-power systems (e.g., above about + 18 dBm), dirt or other poor optical connector performance can cause localised heating, resulting in total failure of the fiber in the connector tip after some time.
- Dirt can be chemically active, and so cause further degradation over time.
- If there is dirt in a mated connection, it can move around over time, causing system failure later.
- Particularly with plastic MPO connectors, if the dirt is harder than the connector ferrule (reasonably probable for plastic / MPO ferrules), then the dirt may embed in the mated ends, deform the end-face of both connectors, and so push both fiber cores permanently out of alignment. Both connectors then need replacing.
Types of Field Cleaning Equipment
There are various common categories: wet and dry cleaners. Arguments can rage back and forth on the merits of each, so here are a few factors:
- Wet systems may have problems with being allowed on to flights as cabin luggage, they can get contaminated by atmospheric pollution, and they can dry out. They are generally recommended for use when a dry-clean fails to dislodge dirt. Enthusiasts claim that wet cleaning reduces static electricity from building up, which then avoids attracting dirt particles.
- Dry systems have been the default cleaning method since fiber optics began and remain very popular. Dry cleaners can be kept for years without degradation. The default procedure is that if wet cleaning is used to dislodge dirt, then it is followed with dry cleaning to remove any residue.
- Air duster / Compressed air. Can be useful if the air is clean. It can also generally blow dust off a connector, and to clean connector covers. But it can also stir up a dust cloud, which is very undesirable. “Canned air” is not recommended.
It seems possible that there is merit with wet cleaning in very dry environments (use of an ionizer is also mentioned), and merit with dry cleaning in chemically contaminated environments, or possibly use both types. No method is perfect. However, in practice the right thing to do, is to follow the requirements or preferences of the relevant work site or customer organisation if they have one. Or if not, use a method & materials that you have found convenient. Proper inspection will anyway tell you if you have a clean tip.
Some Popular Cleaning Solutions
Here are various popular configurations. In all cases, anti-static rated devices are preferred. There are others of course:
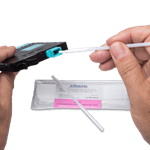
- The classic cartridge-cleaner is useful for cleaning connector tips. The cleaner has a microfiber cloth reel that is moved forward so a clean cloth is used for each clean. The reel needs occasional replacement. These are an industry default. MPO versions are also available.

- The classic cleaning stick is used for cleaning a connector already assembled into a though connector, and active devices. These are an industry default. Better-quality sticks use a microfiber cloth. The stick should be a good fit to the alignment sleeve, so that this is also cleaned.


- A classic MPO connector cleaner which can clean a mated or unmated MPO tip. These have a defect; in that they do not clean around an alignment pin or outer edges of the end-face.

- There are also other “pen type” cleaners in this format, for typical ceramic ferrule connectors.
- To clean around an MPO pin or across the end-face, the following fiber-stick solution is handy.
- This type of low-lint cloth is commonly used with alcohol from a dispenser bottle. Use the wrong type of cloth, and you will get fresh lint on the connector tip most times.

- A spectacle lens cloth can be a useful fall-back.

- Another fall-back: a silk tie (when presenting equipment to a room full of key customers!) I just add this to give the idea that it is possible to be creative. After all, clean is clean, if you have a microscope handy.
- IPA, isopropyl alcohol. This absorbs atmospheric contaminants, so fluid or impregnated products should be stored in a sealed container.
Dust Caps
Connector and through-connector dust caps play a significant role. To begin with, new terminations may have acquired end-face contamination during storage, so new connectors need inspection before use. During and after any work, dust caps should always be put back to protect equipment from dust etc. Transparent ferrule dust caps are a very handy thing to use with a VFL: they glow nicely, which can be helpful when trying to identify a fiber, without peering into the fiber end, which is discouraged. Dust caps can be best cleaned with an air blast. Ideally spare caps can be stored in an anti-static bag, to keep them both clean and free of static charge, which attracts dirt.
Types of Field Inspection Equipment
There are three common classes of inspection equipment:
- Traditional optical / mechanical microscopes. These have the advantage of simplicity, low cost, small size, and flexibility, and should always have a proper eye-safety filter.

- Video scopes / probes. These are more expensive, bulkier, and typically more delicate, but have advantages that they are intrinsically safe, can probe a connector end already pushed into a through connector, can store and pass/fail an image.

- Interferometer based inspection systems, which can be used to check end-face geometry. Various things can go wrong in detail with connector polishing, and it is not possible to pick up these problems with other types of scope.

In most organisations, there is a role for both types 1 and 2. Type 3 interferometers are commonly used in connector manufacturing or QA facilities.
How much scope magnification?
More magnification can show more problems, as long as the scope resolving power and lens quality are good. In practical field situations, it is usually best to be able to see only features that are large enough to be significant There is another practical reason for keeping magnification down: at lower magnification it is easier to position the fiber core, focussing is easier, sample illumination is easier, and depth of focus is better. In practice, what is really required, is good resolving power, which may be achieved at lower magnification by using better quality optics, which of course costs a bit more. So, a good quality low magnification scope can easily out-perform a low-quality high-power scope.
For most optical scopes on single mode and multimode systems, x200 magnification with good resolving power is ideal for general use, and x400 is fiddly to use but can be useful for an experienced operator.
Video scopes do not usually use a magnification specification.
IEC 61300-3-35 requires the ability to detect defects down to 2u for all field scopes.

200x 400x
Laser safety related to fiber optic cleaning & inspection
Optical safety is a significant issue for all staff working on fiber systems, and this discussion is illustrative but not definitive. It highlights laser safety issues common to cleaning and inspection.
Typically, laser safety is the responsibility of a designated work site manager. Laser safety may include: Work practices, labelling and signage, access control, system design data, staff training, and incident reporting, including any near-miss scenario.
Broadly, fiber systems are de-activated prior to un-mating connectors. Partially, this is to protect the user, and partially so that cleaning, inspection, and testing can be performed safely and effectively. The high power-density in a live fiber system can present cleaning problems since the light power can interact with solvents and cleaning materials to damage the fiber tip. A 9.5u core single mode fiber with 0 dBm / 1 mW of light has power density of about 1.3 KW/cm2, enough to cause some issues there.
In addition to the system being de-activated prior to access, test equipment such as an OTDR, Light Source, VFL and Inspection Scope are commonly deployed as part of a work site, and so need to be considered as part of a site safety strategy.
The maximum long-term average power level in a connectorized SM system (not expanded beam) is physically limited by connector heating to around +23 dBm (200 mW). Above this level, local heating of connector tips can result in long-term connector failure. Current VFL fault locators are all below 50 mW, usually below 5 mW. Systems over about +23 dBm (optical amplifiers etc) are spliced or use special expanded beam connectors, so are not relevant to this paper. This discussion is relevant, since it identifies the maximum optical power that could be present in a typical optical connector, if nothing else is known, and to prevent a safety incident leading to blinding.
The relevant international optical safety standard is ISO/IEC 60825 which is split into various parts. ISO/IEC 60825-2 Edition 4 (March 2021) is specific to laser safety for operation and maintenance of fiber optic communications systems. It also covers live-work procedures, which are not discussed here. If a work site is inaccessible to public access, then the maximum allowable power level permitted on-site is 1M, 2M or 3R. If the site has public access, it is 1M or 2M.
Product labelling on test equipment is not required for Class 1. Levels above Class 1 or 2 require staff safety training and site access controls / signage. The related USA standard 21CFR1040.10 typically defers product labelling requirements to the ISO standard.
OTDRs use high power pulse lasers, but the time-averaged power is much lower, typically Class 1 or 1M. Light sources for loss testing are commonly Class 1. VFL fault locators can range from Class 1 to “illegal” if they are above class 2M (9.7 mW, +9.9 dBm) or 3R (25 mW, +14 dBm). The highest power illegal VFLs appear to be 50 mW. For most users, there is little practical benefit in a VFL that is above Class 1, and many possible OH&S problems.
If this compliance seems complicated, then the simple answer is to keep everything to Class 1 (2 mW) for infrared or visible, or Class 2 (5 mW) for visible, and do not worry about anything else. This works fine for the huge majority of uses.
The standard suggests: Use test equipment of the lowest class necessary and practical for the task. Do not use test equipment of a higher class than the location hazard level. This implies do not use high power VFLs on typical systems. This could also be a reason to prefer, for example, a Class 1 OTDR over a Class 1M OTDR.
For multi-fiber MPO connectors, simplistically, eye safety calculations can use the total power of all MPO fibers added together.
Optical direct-view microscopes must be fitted with an optical safety filter such that the highest possible light power that could be experienced in the type of system encountered, will be made eye-safe to the user, including red VFL lasers. The only microscope that the author is aware of that fully meets this, is the Kingfisher Fibersafe microscope.

The inspection gold standard is to have two scopes, so that both connectors can be inspected without further handling, and then mated.
Standards & Record Keeping
The main standard used for pass/failing of connector end-face inspection is IEC 61300-3-35. This covers dirt and scratches that can be found with a microscope, but not a malformed connector end face geometry, which can realistically best be picked up with an interferometer, so requires a different & specialised tester, typically found in patch lead / termination manufacturing environments.
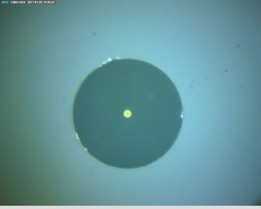
The inspection standard defines 4 circular zones as seen in blue in the picture below, and the size and number of permissible defects in each zone.
Given that any patch lead mating effort should be accompanied by inspection and test, it is immediately apparent that much of the time, there will be no requirement to record the image. In these craft situations, a simple mechanical / optical microscope may be adequate.
In instances where it is required to pass/fail against the inspection standard, and record the image, then there are several convenient video microscopes available than can automate this process. These scopes may have varying level of focus and alignment automation, image file handling etc. This class of device is relatively new and is currently evolving.

Referenced standards:
ISO/IEC 62627-01 2016 Fibre optic connector cleaning methods.
ISO/IEC 61300-3-35 Edition 2.0, 2015: Visual inspection of fibre optic connectors and fibre-stub transceivers
ISO/IEC 60825-2 Edition 4, 2021: Safety of optical fibre communication systems (OFCSs)












